
Как сократить расход купершлака больше чем на 35% ?
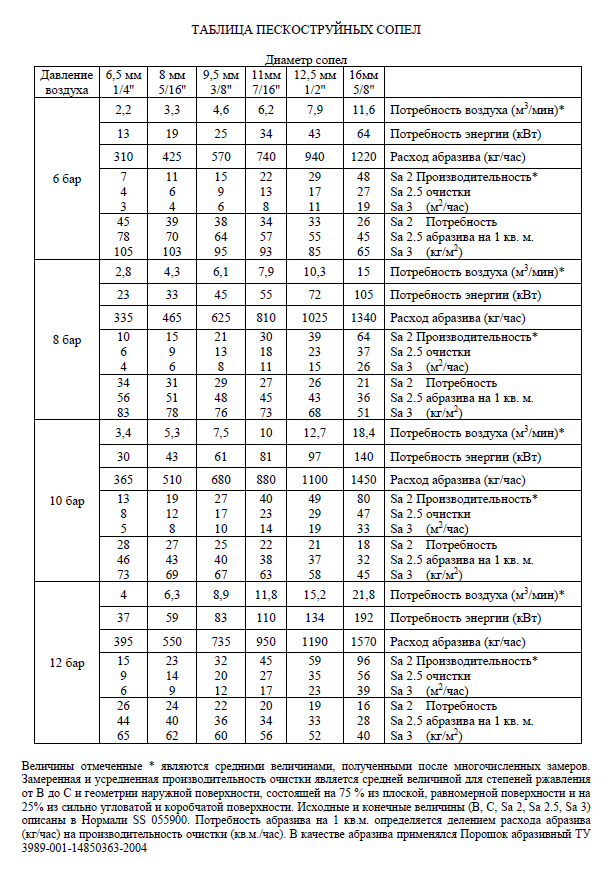
Для профессионалов не секрет, что с увеличением давления на сопле повышается эффективность пескоструйной очистки. Но вот на сколько улучшается эффективность и какие материалы дают максимальный эффект мало кто сможет дать точный ответ. Эффективность струйной очистки зависит от огромного количества показателей, таких как давление, мастерство пескоструйщика, первоначальное состояние поверхности, требуемое качество очистки, шероховатость и т.д. Но управляя частью показателей можно получить прогнозируемые результаты. Многим знакома таблица, разработанная дрезденским институтом коррозии, которую демонстрируют многие поставщики оборудования и материалов для струйной очистки, выдавая за свою. В данной таблице указаны усредненные значения зависимости потребности ресурсов (расход абразива, производительность, количество сжатого воздуха), от давления и диаметра сопел.
В нашем испытании мы пошли еще дальше. Не секрет, что у разных типов абразивов (купершлак и никельшлак), а так же различных фракционных составов различный расход и производительность. В упомянутой выше таблице 1 данные или ссылка на тип и размер фракции отсутствуют. Ранее мы уже писали, что купершлак и никельшлак достаточно сильно отличаются по химическому составу, а соответственно и по важным для абразивов параметрам в т.ч. удельной плотности и динамической прочности. По нашему мнению именно эти параметры влияют на расход и производительность. Купершлак имеет большую удельную массу, а соответственно и лучше сохраняет кинетическую энергию. Более того, чем больше давление, тем больше разница между кинетической энергией купершлака и никельшлака. Динамическая прочность (способность выдерживать физическое воздействие) купершлака лучше, чем у никельшлака на 30%, соответственно та кинетическая энергия, которой обладает летящая частица в купершлаке направлена на очистку, а в никельшлаке ее большая часть направлена на разрушение самой частицы (отсюда и большая запыленность при работе никельшлаком). Во время испытаний мы определяли, как изменятся показатели расхода и производительности при повышении давления у купершлака и никельшлака с 8 бар до 10 бар. Что же мы обнаружили?
В качестве абразивов использовались режевской никельшлак и карабашский купершлак разных фракций. Результаты представлены в таблицах 2 и 3.
Таблица 2. Результаты 8 бар.
|
Наименование |
фракции |
Расход на 1 м2 |
Производитель-ность м2/мин. |
|
Купершлак Карабаш |
0,5-1,5 |
45,93 |
0,34 |
|
0,5-2,5 |
46,11 |
0,27 |
|
|
Никельшлак Реж |
0,5-1,5 |
49,00 |
0,34 |
Таблица 3. Результаты 10 бар.
|
Наименование |
фракции |
Расход на 1 м2 |
Производительность м2/мин. |
|
Купершлак Карабаш |
0,5-1,5 |
29,63 |
0,45 |
|
0,5-2,5 |
31,88 |
0,40 |
|
|
Никельшлак Реж |
0,5-1,5 |
41,30 |
0,48 |
Данные таблицы содержат расчетные показатели, они приведены к одному знаменателю и являются достаточно наглядными. Если рассмотреть показатель расход то мы увидим следующее: если на 8 барах разница в расходе абразива между купершлаком и никельшлаком фракций 0,5-1,5 составляет 6,7 %, а разница между фракциями купершлака 0,3 %. При этом все фракции показывают расход больше нормативного 32 кг/м2. При повышении давления расход никельшлака больше купершлака такой же фракции. И не просто больше, а больше значительно - на 39%. При этом, купершлак уже укладывается в норматив (29,63 кг на 1м2), а никельшлак все еще нет (41,30 кг на 1 м2). Эффективность от повышения давления представлена в таблице 4
Таблица 4. Сравнение эффективности от повышения давления.
|
Наименование |
фракции |
Эффективность, кг/м2 |
Эффективность, % |
|
Купершлак Карабаш |
0,5-1,5 |
16,3 |
35,5 |
|
0,5-2,5 |
14,2 |
30,8 |
|
|
Никельшлак Реж |
0,5-1,5 |
7,7 |
15,7 |
Как показали результаты испытаний, увеличение давления приводит к экономии абразивного порошка. А правильный выбор фракционного состава увеличивает эффект еще больше. Купершлак фракции 0,5-1,5 показал сокращение расхода абразива более чем на 35%, а если Вы используете никельшлак, то переход на купершлак фракции 0,5-1,5 и давление 10 бар, даст экономию на 65,3%, а сколько это в деньгах? Каждый может легко посчитать. При расчете необходимо учитывать не только стоимость абразива, но и стоимость доставки (которая в конечной стоимости абразива занимает существенную, а порой и большую часть), перевалки, а так же утилизации отработанного абразива.
Мы давно уже заметили и отмечали в своих рекомендациях, что все лидеры рынка АКЗ работают на высоком давлении и купершлаком. И это не случайно.
Как это часто бывает аудит или испытания выявляют ряд вопросов, на которые нужно искать ответы, так случилось и сейчас. Возможно, Вы уже обратили внимание, что в испытаниях присутствовал купершлак фракции 0,5-2,5 и он тоже показал сокращение расхода абразива, близкое по результату к купершлаку 0,5-1,5, но хуже. Зато производительность при увеличении давления на фракции 0,5-2,5 показала значительный прирост (справедливости ради нужно упомянуть, что качество очистки у фракции 0,5-2,5 получилось немного хуже), а есть еще более крупные фракции, например 0,8-2,5. А как поведут себя эти фракции, если увеличить давление до 12 бар? Это уже тема для следующих испытаний.
Хотим поблагодарить компанию «БЕРГЕН», которые предоставили оборудование, профессионалов-пескоструйщиков, полигон и помогла организовали проведение испытаний. Не все подрядчики могут обеспечить заданные параметры по необходимому качеству очистки и обеспечить технические требования. Пескоструйная очистка на 10 барах не всем доступна, а "БЕРГЕН" могут обеспечить и больше.
Если Вам интересно повышение эффективности и сокращение расхода абразива на Ваших объектах, то мы готовы помочь организовать и провести аудит на Ваших объектах и дать рекомендации по повышению эффективности.